Introduktion
Nøgletalssystemet fra Byggeriets Evaluerings Center er udarbejdet til brug ved hele byggeprojekter, hvorfor det ikke umiddelbart passer til produktionen af delkomponenter såsom betonelementer. Derfor har Byggeriets Evaluerings Center ikke været involveret i produktivitetsregistreringerne hos Betonelement a/s. Teknologisk Institut har sammen med Betonelement a/s foretaget tidsregistreringer på Betonelements fabrik i Hobro. Registreringerne blev foretaget i juni 2007 og er gengivet i det følgende.
Der benyttes SCC til støbning af ribbeelementer i forspændt beton. Overgangen fra traditionel beton (med vibrering) til SCC skete i 2001 på fabrikken i Hobro. Dette har betydet, at støbesjakket blev reduceret fra oprindeligt 5 til kun 3 personer pr. ribbeelement. Tidligere arbejdede de to ekstra arbejdere med stavvibratorer, mens to andre styrede afretning med bjælkevibrator.
Den ene person på sjakket er kranføreren, som styrer fyldningen af formen med kranspanden, som indeholder op til 2,2 m3 beton. Kranspanden henter betonen ved en betonstation i støbehallens ene ende, hvortil en vendevogn transporterer betonen fra den centrale betonblander. Under registreringerne blev der ud fra blanderapporterne beregnet en betonproduktion på op til ca. 35 m3/time. Blanderen leverer beton til flere støbehaller og blandecomputeren styrer logistikken mellem de forskellige stationer.
Registreringer
Der blev udstøbt 2 stk. ribbeelementer under registreringerne. Denne type ribbeelementer betegnes også TT-elementer. De havde en bredde på 2,3 m og længder på hhv. 25,6 og 31,0 m. Til det korte element blev der anvendt ca. 9 m3 og til det lange ca. 10 m3 SCC. I alt blev der leveret 10 kranspande med beton til de to elementer, der blev støbt lige efter hinanden. Kranføreren var den samme under hele støbearbejdet, men de to hjælpere skiftede sjak mellem de to elementer, så afretningen af det lange element blev foretaget af to nye personer i forhold til det korte.

Fyldning af form med kranspand fra midten.
Arbejdsoperationerne i forbindelse med produktionen af ribbeelementerne var som følger:
- Montering af ø13 mm spændliner og slap armering i formen samt opspænding af liner. Den vandrette del af elementet er armeret med ø5 mm pr. 150 mm i begge retninger.
- Levering af beton fra blander. Det første læs SCC placeres i midten og flyder derfra ud i ribberne ved egen kraft uden ydre påvirkning. De følgende læs beton placeres derefter fra midten og ud mod formens ender, og der foretages manuel fordeling og grovafretning med rive og skraber efter behov.
- Der benyttes kortvarigt stavvibratorer lokalt ved elementets ender for at sikre god omstøbning af lineforankringer og den tætsiddende slappe armering i dette område.
- Når formen er tilstrækkelig fyldt op fra midten, påbegyndes afretning og afrivning med en stålbjælke, som hviler på formens sider. Afretningen kan dermed ske inden formen er fyldt helt op, og evt. ventetid på beton kan benyttes til afretning. Betonen fordeles med en murerske, så overfladen fremstår fuldstændig fyldt uden lunker og huller.
- Der foretages en afsluttende rengøring, hvor betonrester fjernes fra lejeplader og formkanter.
- En times tid efter afretningen er færdig, afdækkes elementet med plastik for at hindre svindrevner og sikre en tilfredsstillende curing.
De pågældende elementer skal ikke glittes, men blot stå med jævnt afrevet overside. Ribbeelementer af denne type benyttes som tagkonstruktion og pålægges typisk isolering og tagpap efter montering i det færdige byggeri. Der er ikke opgjort tid til formarbejdet, da elementformene genbruges. Der er i øvrigt ikke nogen forskel på formarbejdet mellem SCC og traditionel beton.

Til slut foretages afretning med stålskinne - en mand på hver side fordeler betonen med murerske.
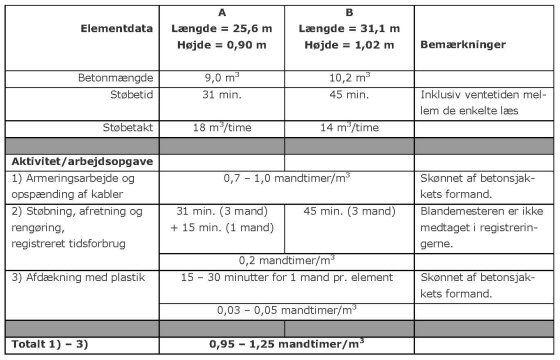
Nedenstående tabel gengiver registreringerne, og det ses, at armeringsarbejdet udgør 70-80 % af mandtimeforbruget totalt set og derfor er væsentlig mere interessant at optimere på ud fra et produktivitetsmæssigt synspunkt. Til selve støbearbejdet er der registreret en støbetakt på hhv. 18 og 14 m3/time for element A og B, hvilket er væsentligt lavere end blanderens kapacitet.
Der blev registreret et par minutters spildtid for element A og ca. 5 minutter for element B. I dette tidsrum ventede man på næste læs beton, og der var ikke noget at afrette eller rengøre. Den deciderede spildtid udgør således 5-10 %, hvilket er, hvad der må forventes og skyldes primært, at betonblanderen også leverer til alle de øvrige støbeopgaver på fabrikken. Såfremt ventetiden mellem de enkelte læs nærmer sig 10-15 minutter, vil man typisk hjælpe til på andre støbeopgaver, forberede armering og næste støbning, rydde op mv. Mandtimeforbruget til betonarbejdet er opgjort til 0,2 mandtimer/m3 for begge elementer svarende til en produktivitet på 5 m3/mandtime. Disse tal inkluderer spildtiden.
Sammenligning
Hvis ovenstående registreringer skal sammenlignes med arbejdets udførelse i traditionel beton kan følgende konklusioner drages:
- Armeringsarbejdet vil være identisk for traditionel beton og SCC.
- Bemandingen på betonsjakket for traditionel beton i forhold til SCC øges med 2 til 5 personer svarende til, at mandtimeforbruget til støbning, vibrering og afretning øges fra 0,2 til 0,3 mandtimer/m3 og produktiviteten falder tilsvarende fra 5 til 3 m3/mandtime, dvs. SCC giver en produktivitetsforbedring på næsten 70 % set i forhold til traditionel beton.
- Arbejdet med rengøring efter afretning er generelt større for traditionel beton end for SCC, da der spildes mere beton ud over formkanten. Dette opvejes dog af, at kranspand og blandeudstyr er lidt mere rengøringskrævende med SCC. Dette skyldes, at SCC binder hurtigere af og klistrer mere end traditionel beton.
- Generelt vurderes finisharbejder og afdækning at være identisk, hvad angår mandtimeforbruget. Der kan dog være forskelle i tidspunktet for efterbehandling mellem SCC og traditionel beton.
På baggrund af ovenstående må det konkluderes, at SCC giver en markant produktivitetsforbedring på op til 70 % for så vidt angår betonarbejdet ved produktion af betonelementer (inkl. afdækning, men ekskl. glitning). Det skal dog nævnes, at form- og armeringsarbejdet stadig udgør en væsentlig del af mandtimeforbruget ved produktionen af betonelementer og, at betonarbejdet kun udgør ca. en femtedel af det totale mandtimeforbrug.
Selvom der kun er foretaget registreringer på en enkelt type elementer, er det vurderingen, at stort set de samme konklusioner vil gælde for andre elementtyper såsom vandretstøbte vægge, bjælker og søjler.